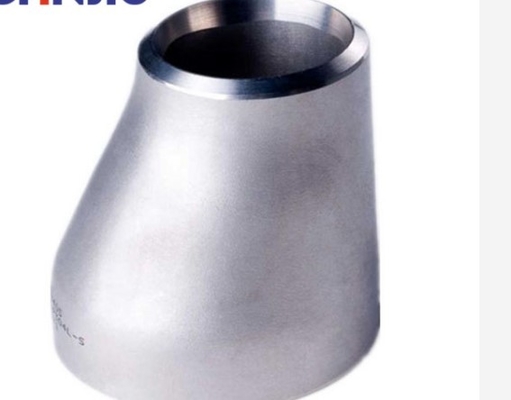
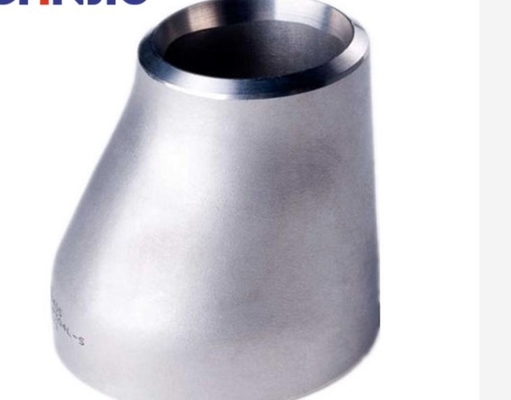
Het uiteinde-lassend Zonderlinge Reductiemiddel 1*3/4 ASME B16.9 van het Montage Super Duplexroestvrije staal UNS S32750
De zonderlinge reductiemiddelen verwijzen naar buizen van verschillende diameters de waarvan centra niet zijn
dezelfde lijn, en de buizen met één centrum op dezelfde lijn worden opgeroepen concentrisch
reductiemiddelen. Algemeen gebruikt vormt processen is krimpt het vormen, uitbreiding
vormend of krimp en breid het vormen uit, en het stempelen kan ook voor bepaald worden gebruikt
specificaties van verschillende diameterpijpen. Toepassing van zonderling reductiemiddel de pijp
de diameter van de twee einden van het zonderlinge reductiemiddel is verschillend, zodat wordt het gebruikt om te verbinden
de verschillende montage van de diameterpijp of flenzen om de diameter te veranderen. Buizen met verschillend
de diameters zonderling op beide einden van de mond, het centrum van de cirkel is op hetzelfde
de as, wanneer de pijpdiameter met de as wordt berekend, de positie van de pijp blijft
onveranderd, over het algemeen gebruikt voor de verandering van gas of verticale vloeibare pijpdiameter.
De rondheid van het reductiemiddel zou niet groter moeten zijn dan 1% van de buitendiameter van
het overeenkomstige eind, en de toelaatbare afwijking zijn ±3mm. De reductiemiddelen materiële instrumenten
SY/T5037, GB/T9711, GB/T8163, AMERIKAANSE STANDAARDastm A106/A53 GRB, API 5L,
APT5CT, ASTM A105, ASTM A234, ASTM A106, de Duitse Norm van DIN en klant
vereistennormen
Het reductiemiddel (groot en klein die hoofd) is een soort pijpmontage voor pijp het verminderen wordt gebruikt. Het vormen zich
het algemeen gebruikte proces is verminderde diameter die, uitbreiding het drukken of diameter drukken
de vermindering plus, en uitbreiding die kan ook voor sommige specificaties worden gebruikt drukken stempelen
van reductiemiddelen.
a. Het krimpende/uitbreidende vormen zich
Krimp het vormen van proces van reductiemiddel is de pijpspatie te zetten gelijk aan de diameter van
groot eind van het reductiemiddel in de het vormen zich vorm, en de metaalbewegingen langs de vormholte
en krimpt en vormt zich door het langs de asrichting van de pijpspatie te drukken. Het overeenstemmen
aan de grootte van de diameter van het reductiemiddel, is het verdeeld in zich één het dringend vormen of veelvoud
het dringende vormen zich. De figuur toont hieronder het schematische diagram van de verminderde diameter
het vormen zich van concentrische reductiemiddelen.
Diameteruitbreiding het vormen zich is het gebruik van pijpspaties kleiner dan de diameter van groot
het eind van het reductiemiddel, en de binnendiameter van de pijpspatie worden uitgebreid langs binnen
diameter van de pijpspatie met een interne ponsenmatrijs. Het proces van de diameteruitbreiding
lost hoofdzakelijk de situatie op dat het reductiemiddel met een grote diameter niet gemakkelijk om is worden gevormd
door, en soms volgens de vormende behoeften van materialen en producten te krimpen,
de methode van diameteruitbreiding en diametervermindering wordt gecombineerd.
Tijdens het krimpen van of het uitbreiden van de diametermisvorming die, drukken volgens
de verschillende materialen en de diameterveranderingen, worden het bepaald om het koude drukken of het hete drukken te gebruiken.
In normale omstandigheden, het koude wordt drukken zoveel mogelijk gebruikt, maar het hete drukken
voor het strenge het werk verharden zou moeten worden gebruikt veroorzaakt door veelvoudig reductiemiddel, dikke muurdikte
of de materialen van het legeringsstaal.
b. het stempelen het vormen zich
Naast het gebruiken van staalpijpen als grondstoffen om reductiemiddelen, sommige specificaties te produceren
van reductiemiddelen kan ook worden geproduceerd door staalplaten te stempelen en te vormen. De vorm van
de matrijs voor zich het uitrekken wordt gebruikt wordt ontworpen volgens de grootte van de binnenoppervlakte van het reductiemiddel dat,
en de staalplaat na blanking is gestempeld en uitgerekt door de matrijs.


 Uw bericht moet tussen de 20-3.000 tekens bevatten!
Uw bericht moet tussen de 20-3.000 tekens bevatten! Dutch
Dutch